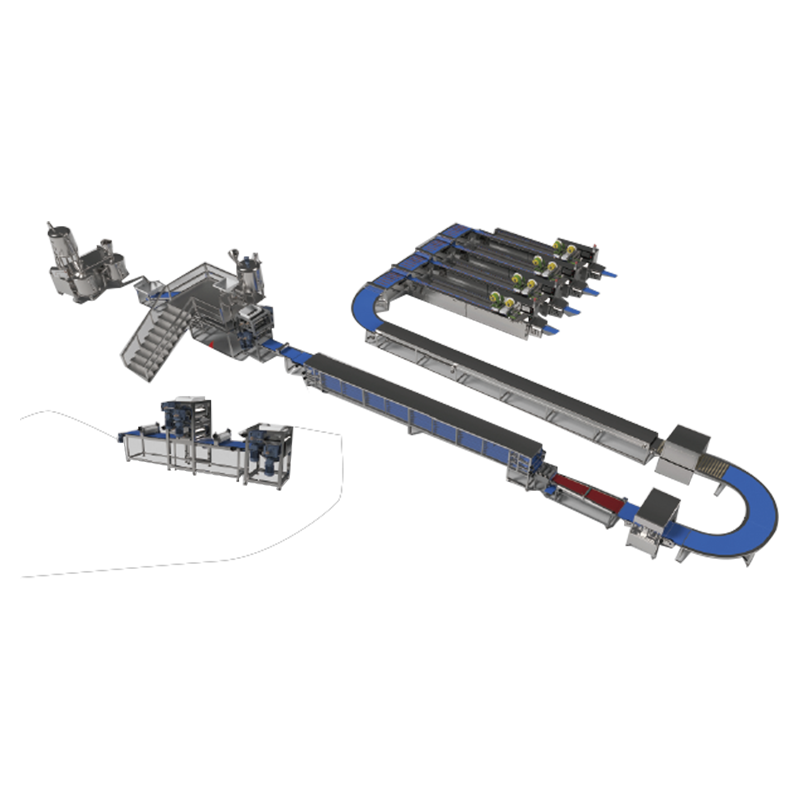
A Snicker linija za preradu čokoladica je integrirani skup opreme za proizvodnju hrane dizajniran za proizvodnju višeslojnih čokoladnih pločica. Glavni zaključak je jednostavan: kompletna i dobro konfigurirana Snicker proizvodna linija može postići rezultate od 150–600 kg/sat , ovisno o stupnju opreme, razini automatizacije i specifikaciji proizvoda. To ga čini jednim od najučinkovitijih formata za proizvodnju čokoladnih pločica velike količine.
Linija obično obrađuje svaku fazu od kuhanja nugata i pripreme karamele do slaganja kikirikija, premazivanja čokoladom, hlađenja, rezanja i konačnog pakiranja — sve unutar kontinuiranog automatiziranog toka. Razumijevanje funkcioniranja svakog modula pomaže proizvođačima optimizirati prinos, smanjiti otpad i održati dosljednu kvalitetu proizvoda.
Standard Snicker proizvodna linija slijedi logičan slijed faza obrade. Svaki stupanj pridonosi strukturnom integritetu i senzorskoj kvaliteti završne trake.
Osnovni sloj čokoladice u stilu Snickera je nugat, proizveden miješanjem gaziranog šećernog sirupa, glukoze, bjelanjka i masti u kontinuiranoj ili šaržnoj miješalici. Nugat se zatim odlaže na pokretnu traku ili u kalup za ploče, gdje se preša na jednolike debljine obično između 10-20 mm . Konzistentna tekstura u ovoj fazi ključna je za točnost rezanja nizvodno.
Karamel se priprema u kontinuiranom kuhalu za karamel koji kombinira šećer, glukozni sirup, vrhnje ili mast i emulgatore pod kontroliranom toplinom. Kuhani karamel stavlja se na sloj nugata dok je još savitljiv. Temperatura karamele pri taloženju obično se održava između 60-75°C kako bi se osiguralo pravilno prianjanje bez deformiranja nugata ispod.
Cijeli ili poluprženi kikiriki ravnomjerno se raspoređuje po površini karamele pomoću vibrirajuće dodavače ili valjkastog aplikatora. Nježni valjak za pritiskanje osigurava da se kikiriki ugradi u sloj karamele. Ujednačenost pokrivenosti kikirikijem izravno utječe na vizualnu konzistentnost i točnost težine u gotovom baru.
Sastavljena ploča — koja se sastoji od nugata, karamele i kikirikija — prolazi kroz rashladni tunel gdje se temperature smanjuju na ispod 18°C . To učvršćuje strukturu prije rezanja. Rotacijski ili žičani rezač zatim dijeli ploču na pojedinačne komade veličine šipke uz minimalan gubitak proizvoda.
Pojedinačne pločice prolaze kroz stroj za glačanje čokolade gdje se temperirana čokolada (obično na 29-32°C za tamne ili mliječne varijante) ravnomjerno premazuje sve površine. Zračno puhalo uklanja višak čokolade s dna, a vibracijski stol zaglađuje površinski premaz prije nego što pločice uđu u završni tunel za hlađenje.
Nakon glaziranja, poluge putuju kroz rashladni tunel na 8-14°C nekoliko minuta da se čokoladna ljuska stegne. Potpuno postavljene poluge zatim se prenose u automatizirane strojeve za omatanje ili pakiranje jastuka, dovršavajući proizvodni ciklus.
Svaka faza obrade zahtijeva specijaliziranu opremu. U nastavku je pregled primarnih komponenti strojeva i njihovih funkcionalnih uloga:
| Oprema | Funkcija | Ključni parametar |
|---|---|---|
| Nougat miješalica i kalup | Prozračuje i oblikuje osnovni sloj nugata | Izlaz: 100–500 kg/h |
| Kuhalo za karamel | Kuha i taloži karamelu na kontroliranoj temperaturi | Temperatura: 60–75°C |
| Hranilica/aplikator za kikiriki | Ravnomjerno raspoređuje kikiriki preko karamele | Ujednačenost prekrivanja ±3% |
| Tunel za hlađenje ploča | Učvršćuje slojevitu ploču za rezanje | Temperatura tunela: 10–18°C |
| Rotacijski/rezač žice | Reže ploču u pojedinačne šipke | Brzina rezanja: do 120 rezova/min |
| Čokoladni Enrober | Pločice oblaže temperiranom čokoladom | Temperatura čokolade: 29–32°C |
| Završni rashladni tunel | Postavlja čokoladnu koru | Temperatura tunela: 8–14°C |
| Flow Wrapper / Stroj za pakiranje | Pojedinačno omotava gotove šipke | Brzina: do 600 bara/min |
Moderne linije za preradu čokoladica Snicker dostupne su u tri opće razine automatizacije, od kojih je svaka prilagođena različitim proizvodnim razmjerima i razinama ulaganja:
Za proizvođača srednje veličine koji cilja 500 000–1 000 000 šipki dnevno, potpuno automatizirana linija koja radi brzinom od 400 kg/h s prosječnom težinom šipke od 50 g proizvela bi približno 8.000 bara na sat ili 192.000 bara po 24-satnoj smjeni .
Održavanje dosljedne kvalitete šipka zahtijeva aktivnu kontrolu na nekoliko kontrolnih točaka u cijeloj proizvodnoj liniji Snicker:
U liniji za preradu pločica čokolade ne može se pregovarati o dizajnu za prehrambenu industriju. Ključna načela dizajna uključuju:
Čak i dobro konfigurirane linije nailaze na probleme koji se ponavljaju. U nastavku su navedeni najčešći izazovi i praktična rješenja:
| izazov | Uzrok | Rješenje |
|---|---|---|
| Karamela se lijepi za rezače | Karamela je pretopla u fazi rezanja | Snizite temperaturu tunela za hlađenje ploče za 2–3°C |
| Neravnomjeran čokoladni premaz | Čokolada izvan raspona temperamenta | Ponovno kalibrirajte jedinicu za kaljenje; provjerite ima li okidača cvjetanja masti |
| Varijacija težine šipke >±3g | Nedosljednost debljine sloja nugata ili karamele | Pregledajte mlaznice depozita; ponovno kalibrirati bivše valjke |
| Praznine od kikirikija u barovima | Vibracija hranilice previsoka ili preniska | Podesite frekvenciju vibracijskog dodavača; čiste senzore lijevka |
| Neusklađenost pakiranja | Varijacija duljine šipke nakon rezanja | Sinkronizirajte brzinu rezača s brzinom pokretne trake |
Rashladni tuneli i posude za kuhanje najveći su potrošači energije u proizvodnoj liniji Snicker, što zajedno čini 55–70% ukupne potrošnje linijske energije . Praktične mjere za smanjenje troškova energije uključuju:
Dobro optimizirana potpuno automatizirana linija može proizvesti jedan kilogram gotovog šipka približno 0,3–0,6 kWh , ovisno o klimatskim uvjetima i rasporedu biljaka.
Cjelovita linija uključuje oblikovanje nugata, nanošenje karamele, kikirikija, glaziranje i pakiranje obično zahtijeva 40-80 metara duljine i 4–8 metara u širinu, ovisno o razini automatizacije i dizajnu rashladnog tunela.
Da. S podesivim depozitima, modularnim kalupima i rezačima koji se mogu rekonfigurirati, većina modernih linija može mijenjati formate. Vrijeme promjene tipično je 20–45 minuta .
Najčešće se koristi mliječna čokolada s udjelom kakaa 25-35% . Rober obrađuje i prethodno temperiranu složenu čokoladu i pravu čokoladu, ovisno o specifikaciji proizvoda.
Potpuno automatizirana linija od 400 kg/h obično zahtijeva 3–6 operatera po smjeni, uključujući provjere kvalitete, dopunjavanje pakiranja i manje prilagodbe.
Uz odgovarajuće oblaganje čokoladom i pakiranje u foliju, rok trajanja gotovih pločica općenito je 9–12 mjeseci na temperaturi okoline ispod 20°C.
Nougat je standardna baza, ali linija se može prilagoditi za korištenje kolačića, oblatni ili žitarica umjesto toga, što je čini svestranom platformom za više formata pločica.

 Linija za proizvodnju čokolade Tvornica strojeva i opreme
Linija za proizvodnju čokolade Tvornica strojeva i opreme

 中文简体
中文简体 English
English